
Beim WZL steht eine Bürstpoliermaschine des Typen Gerber BP Smart im Einsatz. In welchen Gebieten und für welche Aufgaben haben Sie die Maschine im Einsatz?
Herr Dr. Feuerhack: Wir haben die Maschine seit 2008 für die Schneidkantenpräparation im Einsatz. Der Fokus liegt da ganz klar im Bereich des Feinschneidens und Stanzens, wo wir die Aktivelemente präparieren. Aber auch die Kollegen von der Zerspanungstechnologie wenden die Bürstpoliermaschine sehr häufig in ihrem Forschungsbereich zur Präparation von Schneidwerkzeugen für die Zerspanung an.
In welchem Anwendungsgebiet speziell bringt die Maschine den für Sie nützlichen Erfolg?
Herr Dr. Feuerhack: Wir verbürsten sowohl Stempel als auch Schneidmatrizen, wobei die Stempelpräparation überwiegt. Nicht zuletzt, weil wir bei den Stempeln einstellen können, welche Geometrie und welchen K-Faktor wir haben wollen und wie groß die Verrundung sein soll.
Können Sie uns eine Erfolgsstory nennen, bei welcher die Maschine im Einsatz stand und zum vielversprechenden Ziel geführt hat?
Herr Dr. Feuerhack: Durch den Kauf der Bürstpoliermaschine hat man sehr schnell mitbekommen, dass es von der Standzeit her eine super Technologie ist. Am WZL bieten wir seither Kunden an, bei uns in einem Probelauf Stempel zu bürstpolieren, um den Benchmark mit all den Vor-teilen aufzuzeigen. Die Kunden sind bislang immer zufrieden, da die Präparation in seiner Leichtigkeit erfreut und der schnelle und aktive Effekt der erhöhten Standzeit rasch ersichtlich ist. Die Teile können sehr bequem, mit wenigen Parameter, eingespannt werden. Der Arbeitsablauf ist sehr schnell, reproduzierbar und lässt sich mit der vergleichsweisen einfachen, aber sehr guten Technologie sehr schön in die Prozess-Kette eingliedern. Und dass damit enorme Fortschritte erzielt werden können, stößt immer wieder auf Begeisterung und regt zum Nach-denken an, in diese Technologie zu investieren und sie proaktiv bei sich im Unternehmen einzusetzen.
Wie zufrieden sind Sie mit der Ma-schine? Wie bewerten Sie die Anwenderfreundlichkeit der Anlage?
Herr Dr. Feuerhack: Sehr zufrieden. Die Maschine läuft sehr stabil, ist robust und lässt sich sehr gut ein-stellen. Die Maschine ist anwendungsorientiert. Und für mich ein ebenso erwähnenswerter Punkt ist: die Maschine lässt sich problemlos reinigen.
Wir arbeiten ständig mit wissenschaftlichen Hilfskräften, die wir auf solchen Maschinen einweisen. Die Einführung auf der Gerber-Anlage ist ultrakurz und ohne Schwierigkeiten. Es ist selten der Fall, dass man in der Lage ist, eine Maschine ohne Schulung, sondern nur mit einem Handbuch, zu bedienen. Bei der Gerber-Anlage ist das der Fall. Es lassen sich sehr schnell Varianten fahren und Erfolge erzielen.
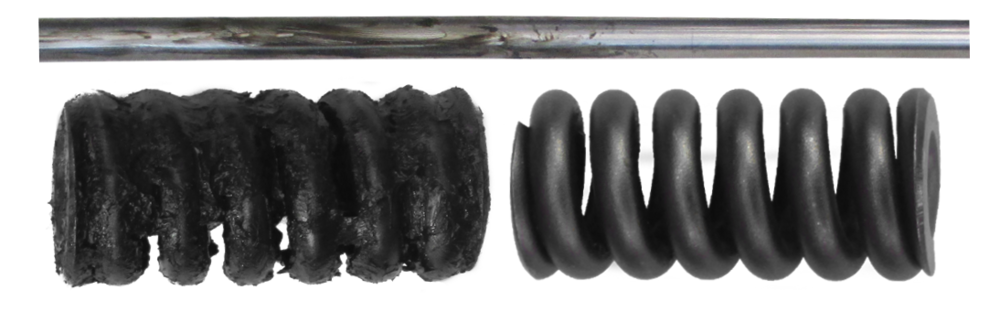
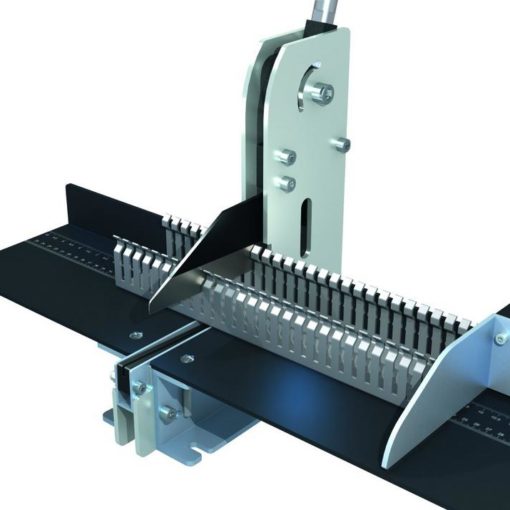
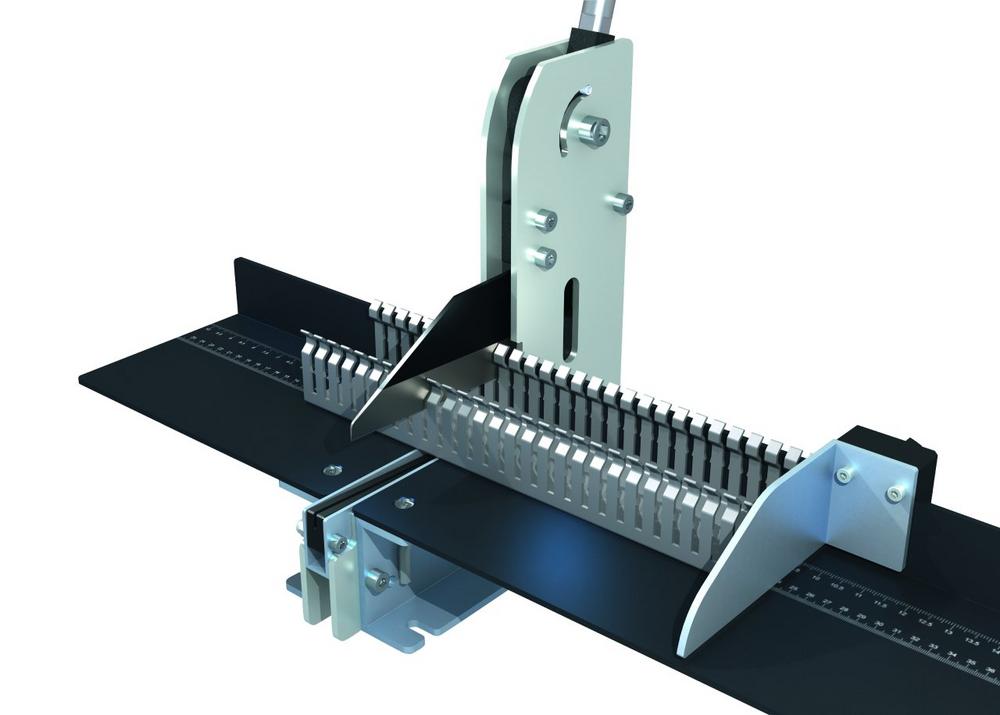
Die BP Smart verbürstet scharfe Kanten und Grate/bürstet genau definierte Radien bzw. Konturen an Kanten und poliert gleichzeitig die Oberfläche.
Welche Vorteile bringt das Produkt im Labor-Alltag?
Herr Dr. Feuerhack: Es ist eindeutig die Steuerung. Wir haben viele Wissenschaftler*innen, die mit diesem Gerät arbeiten und auch Student*innen, die sich mit diesem Thema beschäftigen. Da ist die Steuerung mit den verschiedenen Pro-grammen ein absoluter Vorteil. Das geballte Wissen, welches wir über die Zeit erwerben, wird in einem Pro-gramm objektiviert. So lässt sich sagen, für diese Verrundung, für den Radius, den Wasserfall oder den K-Faktor haben wir spezifische Programme für die unterschiedlichsten Werkstoffe. So können auch Generationen nach uns, zuverlässig Kanten präparieren.
Was ist beim Verbürsten von scharfen Kanten von harten Materialien/Graten in Bezug auf die Genauigkeit oder auf die Gleichmäßigkeit ganz speziell und warum?
Herr Dr. Feuerhack: Sobald ich einen Parametersatz habe, ist es die absolute Zuverlässigkeit, die überzeugt. Das heißt, ich erlebe keine bösen Überraschungen von nicht vollständig entfernten Graten. Abschließend verfügen wir so immer über ein perfektes Ergebnis. Für uns ist zusätzlich die reproduzierbare Oberflächenqualität nennenswert, wenn wir Stempeln zum Beschichten geben, damit wir immer die gleich-bleibende Qualität erhalten. Auch bei Nachbehandlungen z.B. Nassstrahlen kann eine sehr gut vorpräparierte Oberfläche relativ zügig nachbehandelt werden. Dies erweist sich als großer Zeitfaktor, den man gewinnt, weil der Prozess in seinen Schritten beschleunigt wird. Was die Kanten selbst angeht, da sind auch die Kol-legen von der Zerspanung sehr begeistert: die Radien der Kanten von Schneidelementen sind sehr gleichmäßig verteilt, was bei komplexeren Geometrien vorteilhaft ist. Die Ver-änderungen über die Schnittlinie selbst sind homogen und fallen nicht groß ins Gewicht. Fazit: man erhält stets eine gute Schneidkante, das begeistert uns.
Von welchem Produkt-Vorteil ziehen Sie einen erheblichen Nutzen mit dem Stichwort Beschichtung?
Herr Dr. Feuerhack: Beim Stanzen und Feinschneiden gilt generell: oh-ne Beschichtung keine Standzeit. Und eine sehr gute Beschichtung nützt gar nichts, wenn nicht vorher die Aktivelemente entsprechend prä-pariert oder gefertigt werden. Und so ist im Prozess der Schneidkanten-Bearbeitung das Bürsten der Ober-fläche eine zwingende Voraussetzung. Denn durch den Erhalt einer sehr genauen und sehr guten Schneidkante und den hervor-ragenden Übergang zwischen Mantelfläche und Stirnfläche gestalte ich dem Beschichter die Arbeit möglichst einfach. Nur so legt sich die Beschichtung homogen auf dem Schneidelement ab und es sind keine Schadstellen vorhanden, was am Ende zu einer guten Standzeit der Aktivelemente führt.
Was sagen Sie zur Steigerung der Schichthaftung? Ist das aus Ihrer Sicht grundsätzlich vom Radius abhängig, dass Sie die Eigen-spannung nicht haben? – ist das der Hauptpunkt oder ist es insbesondere auch die polierte Oberfläche, die die entsprechende Schichthaftung gibt?
Herr Dr. Feuerhack: Es ist beides. Weniger Eigenspannung hilft auf jeden Fall. Es ist aber auch die Gleichmäßigkeit der Oberfläche durch das Prinzip, eine wirklich homogene Verteilung der Oberflächen-rauheit zu haben. Die darf nicht zu glatt sein, sondern muss eine gewisse Rauheit aufweisen, so dass die Beschichtung sehr gut haften kann. Zusätzlich muss sie sehr gut mit den Substratwirkstoffen agieren. Wir favorisieren mehr die Oberflächenqualität und vor allem die Gleichmäßigkeit. Das ist enorm wichtig und bringt den absoluten Vorteil.
Aus Ihrer Sicht oder aus Sicht des Instituts, wo liegt der größte Nutzen für die Industrie (für das Stanzen und Feinschneiden) aus Sicht des Instituts?
Herr Dr. Feuerhack: Da ist ganz klar die Produktivitätssteigerung durch die Standzeiterhöhung der Aktivelemente zu nennen. Der Nutzen hinsichtlich entrosten und entgraten ist auch gegeben, darauf legen wir bei uns aber nicht wert. Bei uns stehen wirklich die Aktivelemente im Fokus. Es lassen sich sehr große Standzeiterhöhungen und damit eine hohe Produktivität realisieren, was letzt-endlich beim Anwender im Budget durch den geringeren Verbrauch von
Aktivelementen registriert werden kann. Aktivelemente halten insgesamt deutlich länger, was beim An-wender zur Überzeugung führt, in eine Bürstmaschine zu investieren.
Wie beurteilen Sie den Benefit über die gleichmäßige Standzeit, die Sie über die Lebensdauer von einem Aktivelement realisieren können?
Herr Dr. Feuerhack: Als Unternehmer kann ich viel besser planen, wenn ich weiss, wie lange meine Elemente halten. Die Lebensdauer liegt immer etwa im gleichen Zeitfenster, was mir einerseits Planungssicherheit gibt und andererseits sind meine ich Abläufe robuster. Letzten Endes sind das genau die Punkte, die Produktionsabläufe in einem Werkzeugbau und in einer Produktion, deutlich effizienter gestalten. Dadurch lässt sich der OEE meiner Anlagen konsequent hoch-halten, ich bekomme mehr Teile her-aus und bin ein zuverlässiger Lieferant für meine Kunden.
Schlusswort: wie würden Sie das Produkt / den Service in einem Satz beschreiben?
Herr Dr. Feuerhack: GERBER – Schweizer-Präzision im Bürstpolieren.
Lieber Herr Dr. Feuerhack, vielen Dank für die Zeit die Sie sich für das Interview genommen haben.
Die MAW Werkzeugmaschinen GmbH ist eine traditionsreiche Handelsvertretung für Werkzeugmaschinen und Automatisierungssysteme und vertritt deutschlandweit überwiegend im Alleinvertrieb namhafte mittelständische Maschinenbauunternehmen aus der Schweiz und den Niederlanden. Unsere Lieferpartner entwickeln ständig neue und verbessern vorhandene Maschinen, mit dem Ziel die Produktivität unserer Kunden weiter zu erhöhen.
MAW Werkzeugmaschinen GmbH
Industriestraße 6
71069 Sindelfingen
Telefon: +49 (7031) 7376-0
Telefax: +49 (7031) 382005
http://www.maw-gmbh.de
GF & Pressekontakt
Telefon: +49 (7031) 7376-15
E-Mail: jwagner@maw-gmbh.de
![]()


{kind=link}
{kind=link}